





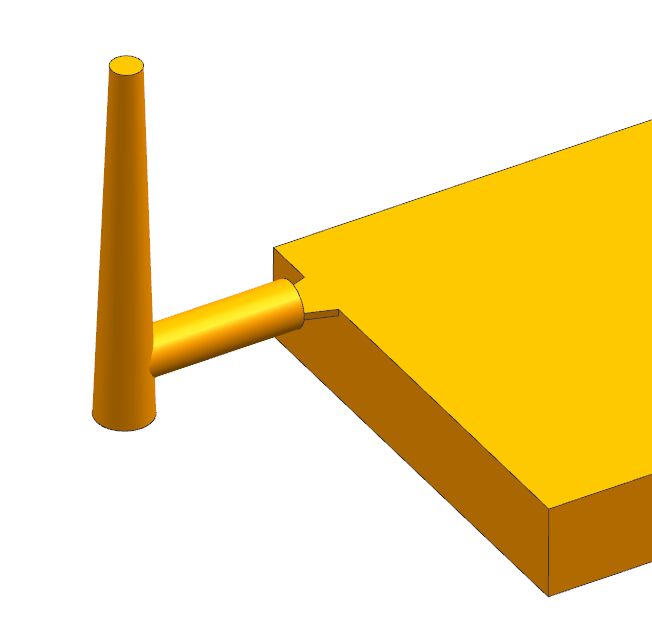
1) Edge Gate
Simple, reliable, and ideal for flat parts. May leave a visible edge vestige.
Pros: Easy to machine; good for medium‑large parts.
Cons: Visible edge mark; less ideal for thick sections.
Best for: Housings, covers, panels.
Views: 0 Author: Site Editor Publish Time: 2025-10-07 Origin: Site

Practical guidance for OEMs, Tier‑1s, and mould designers. Learn when and why to use each gate, how it affects flow, cosmetics, and cycle time — written in a clear, non‑jargon style.
In injection moulding, precision is everything — from resin and temperature to small yet decisive features like the gate. The gate is where molten plastic enters the cavity. Its geometry shapes the filling pattern, cooling, and ultimately the part’s cosmetics and strength. Choosing a gate isn’t just a checkbox in CAD; it’s a performance decision.
A gate is the narrow channel that connects the runner to the cavity. Its shape, size, and position influence fill balance, pressure, cooling, and aesthetics. Because no two parts are identical, gate selection is a key step toward repeatable, high‑quality production.
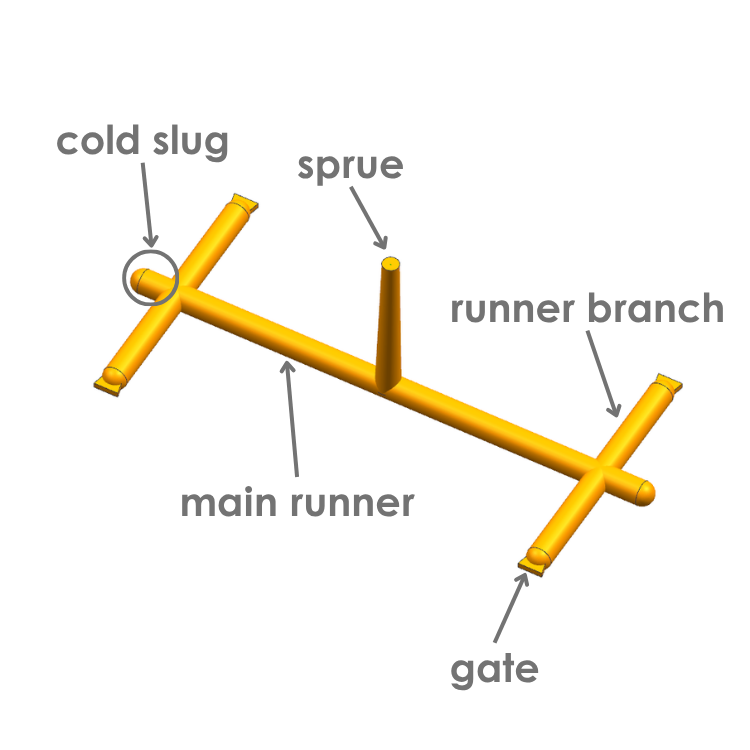
Diagram placeholder — sprue, runner, gate, and cavity relationship.Weld lines, air traps, shear burn, sink, warpage, or visible vestige.
Balanced flow, consistent packing, better surface finish, shorter cycles.
Simple, reliable, and ideal for flat parts. May leave a visible edge vestige.
Pros: Easy to machine; good for medium‑large parts.
Cons: Visible edge mark; less ideal for thick sections.
Best for: Housings, covers, panels.
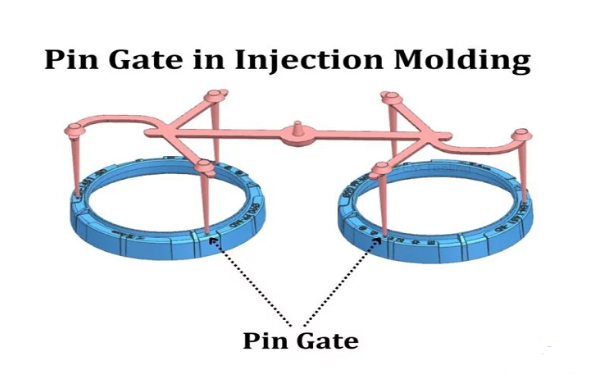
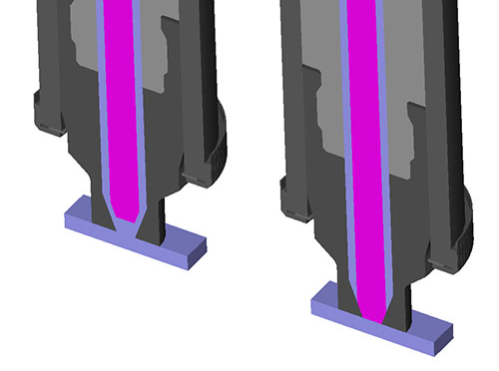
Automatic de‑gating below the parting line for a clean look.
Pros: Clean surface; faster cycles.
Cons: Harder to machine; limited for viscous resins.
Best for: Small, high‑volume, aesthetic parts.
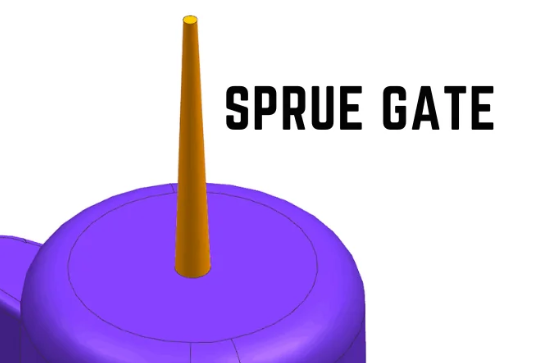
Central gate for symmetrical flow; common in hot runners.
Pros: Uniform filling; small vestige.
Cons: Watch for jetting; needs tight temp control.
Best for: Round parts, caps, lenses.
Unrestricted flow and packing; simplest path to the cavity.
Pros: Strong packing; robust for large parts.
Cons: Visible vestige; manual trim.
Best for: Single‑cavity, prototypes, large parts.
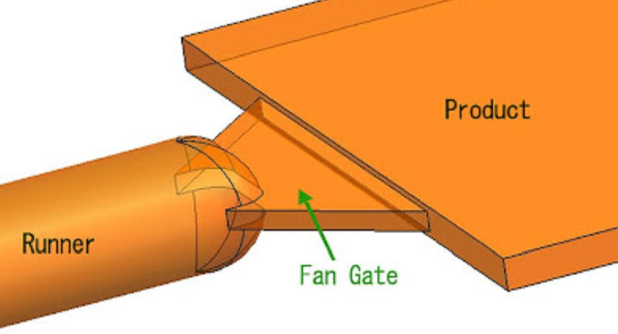
Spreads flow across a wide entry for thin‑walled geometries.
Pros: Better cosmetics; reduced warpage.
Cons: Higher machining precision; trim needed.
Best for: Wide, thin panels and enclosures.
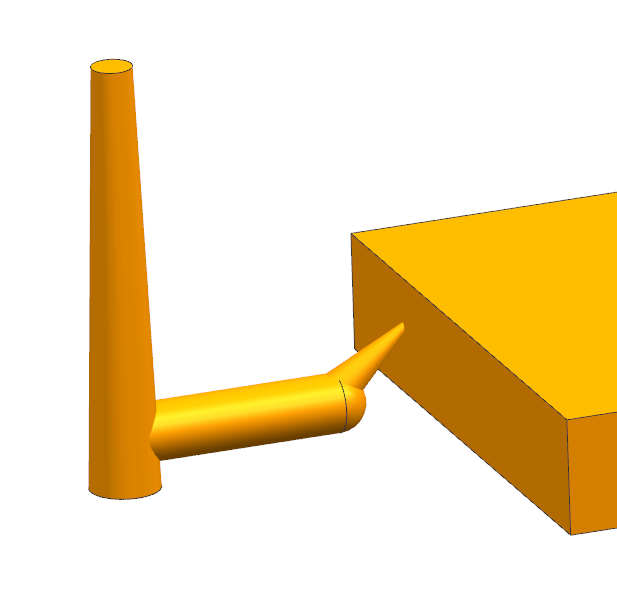
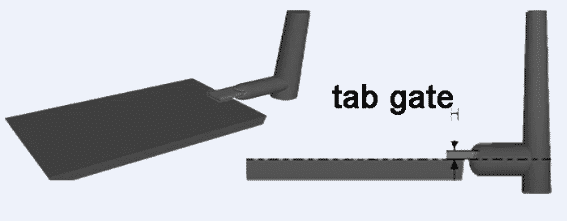
Shear‑absorbing tab between runner and part helps protect surfaces.
Pros: Reduces shear marks; improves flow with viscous resins.
Cons: Extra waste; manual trim.
Best for: Optical/transparent or stress‑sensitive parts.
Runnerless systems for precision and cycle time gains.
Pros: No runner waste; top‑tier finish; faster cycles.
Cons: Higher tooling cost; specialist maintenance.
Best for: Multi‑cavity, high‑volume, premium surfaces.
Place gates to shorten flow length and prevent hesitation or over‑packing.
Hide vestige on non‑visible faces; protect Class‑A surfaces.
Control gate thickness and freeze time to manage internal stress.
Use vents opposite the gate to release trapped gases cleanly.
A quick framework you can apply to most projects:
Material behavior: viscosity, shrinkage, heat sensitivity.
Geometry: wall thickness, flow path, critical surfaces.
Operations: cycle target, automation, trimming method.
Finish: allowable vestige and cosmetic expectations.
Curious how we’d gate your part? Request a complimentary DFM snapshot. We’ll suggest gate type, location, and quick risks — useful for internal reviews.
Share a STEP/IGES and target resin. Our team will respond with a concise recommendation on gate type and placement.


